小盖板零件加工思路记录

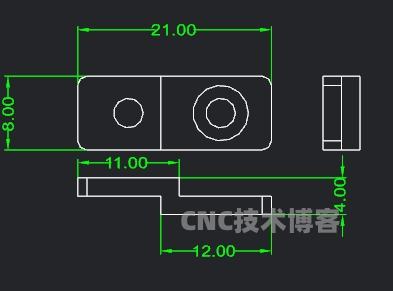
上图为该款产品的尺寸(47.1121*27.5253*2),该款零件比较小,且厚度仅为2毫米。客户给我们提供的材料,外侧形状及厚度已经到位,需要加工红色部分的特征。加工的数量为20件
工序一在铝钳口上铣一个1.5毫米深仿形,露出0.5毫米,便于给零件倒角。(操作工在装夹的时候对力度有要求,不能用太大的力度)
工序二加工同样铣一个仿形,台阶面需要铣1毫米下去,虎钳夹不容易把握力度,故采用压板压
小盖板零件图档及加工程序
类型:压缩文件|已下载:999|下载方式:付费下载
立即下载