CNC内撑工装上机加工总结
这篇文章总结了作者在一次小批量零件加工中,为解决厚度公差问题而设计并使用内撑工装的实践经验。
📝 加工背景与目标

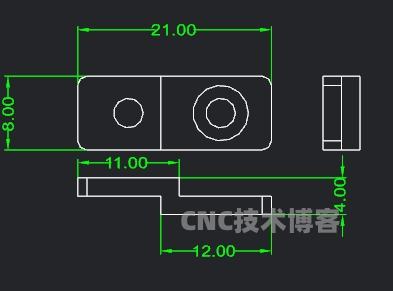
零件规格:尺寸为 30257mm 的小零件。
加工数量:共 40 件。
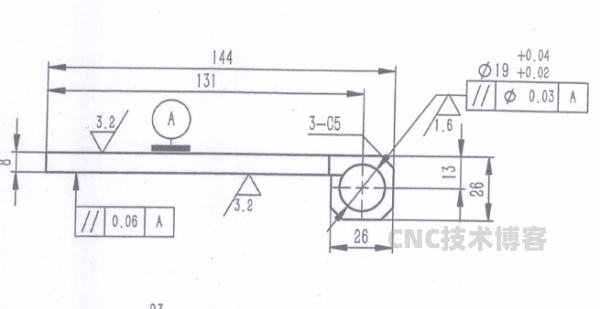
核心要求:零件的厚度尺寸有 3 丝(0.03mm)的公差要求。
主要目标:为保证零件尺寸的稳定性,作者设计了一款内撑工装。
🛠️ 加工工艺流程
- 排版加工
由于零件尺寸较小,为提高效率,采用了排版加工的方式。
- 第一序:虎钳装夹
使用虎钳直接装夹毛坯料。
采用“一出四”的排版方式,即一块毛坯料上同时加工四个零件。
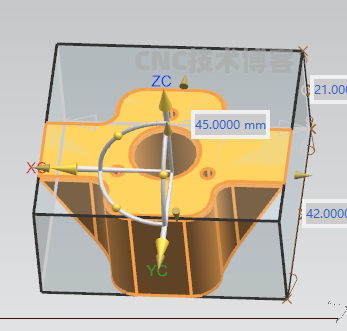
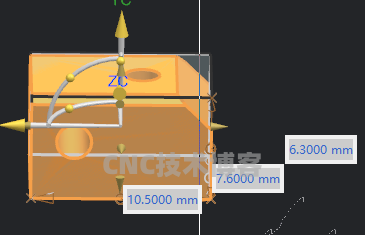
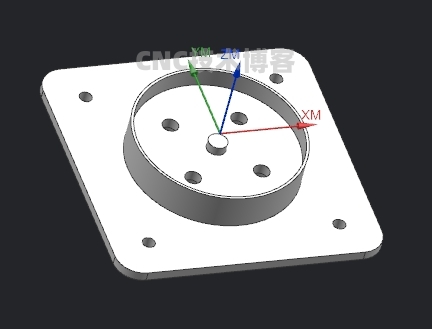
- 第二序:内撑工装
利用零件中间的孔,通过锁螺丝的方式使用内撑工装来固定零件。
此工序主要用于加工零件的背面,确保厚度尺寸。
✅ 加工结果与总结
实际效果:经过上机验证,使用内撑工装加工出的零件,其厚度尺寸非常稳定,平行度和平面度都达到了很好的效果。
经验总结:
小批量生产:如果操作工技术水平高,可以直接使用虎钳装夹;如果操作手感欠佳,推荐采用内撑工装以保证精度。
大批量生产:如果产品数量较多,可以考虑采用吸盘加工,以更好地保证厚度公差和加工效率。
内撑工装及零件3d程序下载
类型:压缩文件|已下载:0|下载方式:付费下载
立即下载