不锈钢304小零件加工经验总结

最近加工了一批不锈钢304的小零件,数量为50件。毛坯料尺寸为75*75*18
加工主要有三个难点:
①不锈钢材料本身容易变形且膨胀系数较大,在加工的过程中因切削产生的热变形较大,容易影响尺寸和行位公差。
②揭后盖的夹持深度为3毫米,不好装夹,直接夹工件容易变形
③不锈钢在加工中硬化严重,不锈钢材料韧性好,导热系数低,刀具磨损较大
针对以上三个问题,在实际的生产加工中不断优化,最终达到要求。总结如下
一:毛坯料回来后送去固溶处理,能够有效减少变形
二:利用4个M4螺纹孔设计一个简易工装,背后吊螺丝锁住产品,虎钳夹工装,方便装夹
三:刀具采用不锈钢专用的刀具,匹配对应的转速和进给,减少刀具损耗
加工工序如下;
第一序开夹位,如上图所示
开夹位既能够便于装夹又能够减少揭后盖的余量,能够减少变形
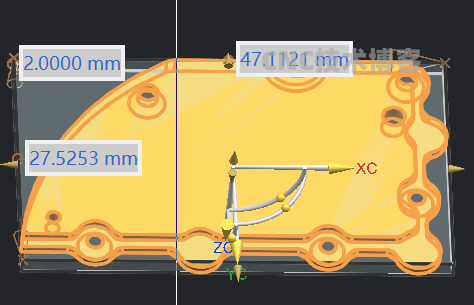
第二序直接将正面所有特征加工到位
第三序设计一个工装,将产品沉在工装里面,锁M4螺丝,虎钳夹工装去夹位。
不锈钢304产品零件图档及其加工程序
类型:压缩文件|已下载:0|下载方式:付费下载
立即下载