

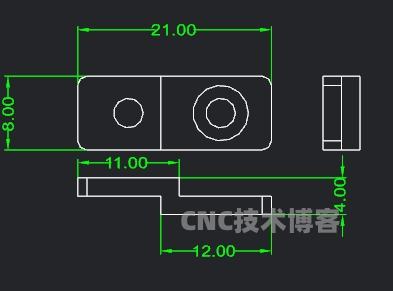
底板零件有平行度要求加工记录

加工材料:6061铝
数量:100件
该款底板零件数量较多,又要平行度的要求,所以采用了虎钳+锁螺丝的方式加工。最后产品完美的下机,在此记录一下
此处为隐藏内容,请评论后查看隐藏内容,谢谢!
加工材料:6061铝
数量:100件
该款底板零件数量较多,又要平行度的要求,所以采用了虎钳+锁螺丝的方式加工。最后产品完美的下机,在此记录一下
此处为隐藏内容,请评论后查看隐藏内容,谢谢!

最近公司业务不多,有闲置的机床,加工了几个福字元宝,在此分享以下加工工艺及其图档。随便找了一块毛料,简单的排版,一出七。正面我直接夹虎钳上面,把背面全部加工出来。反面采用AB胶沾的方式,将夹位去掉加工好后电镀了一个金色...
昨天加工了一款比较小的产品零件,在此记录一下该款零件的加工工艺。工件的尺寸较小,为了方便提高加工效率和更好的装夹产品,所以采用虎钳夹加排版的加工工艺(一出四件)反面加工依然使用虎钳夹的方式(夹持工件2毫米),定位采用的是刀棒定位的方式加工,刀棒定位的代码是手动编写的,如果想了解如何手动编写刀棒定位的...

最近加工了几款紫铜的产品零件。材料和排版由客户提供,厚度5毫米装夹方法是锁螺丝的方式。将残料部分打7.0孔,锁上M6螺丝。加工出正面的腰孔和孔特征。使用6毫米刀开粗侧面。底面留20丝余量,小刀清角和光刀。紫铜这个材料比较软和粘,为了方便将产品取下来,用3毫米小刀将工件切断...
最近加工了一批不锈钢304的小零件,数量为50件。毛坯料尺寸为75*75*18加工主要有三个难点:①不锈钢材料本身容易变形且膨胀系数较大,在加工的过程中因切削产生的热变形较大,容易影响尺寸和行位公差。②揭后盖的夹持深度为3毫米,不好装夹,直接夹工件容易变形③不锈钢在加工中硬化严重,不锈钢材料韧性好,...
一、加工概况 产品材质:6061铝 产品数量:200件 加工机床:850普通加工中心 二、加工难点与优化措施 1. 装夹与定位 难点:...

最近加工了一款有平行度要求的长条型零件 数量:20件 材质:6061 毛坯尺寸:270*70*20 零件图纸如下图 最终的成品千分尺测量2丝左右,变形也控制得不错,成品3丝的塞尺都不过,所以在此总结一下。以后加工有平面度和平行度的产品可以借鉴 第一序:虎钳装夹 开粗+铣夹位...


0 评论工作总结

0 评论工作总结
0 评论产品编程

0 评论生活日记

0 评论产品编程