

底座零件加工分享

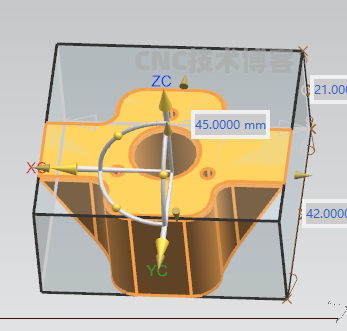
零件的尺寸:63*50*30
毛坯料:65*55*35,
加工的材料:6061铝
装夹方式采用:虎钳+压板压
为了便于虎钳装甲,我把圆弧和缺口部分全部补起来,这样正反就可以采用虎钳夹方式
去完后盖的产品外形是长方形的,虎钳很好装夹,侧面的两序加工特征也可以直接加工到位
最后工序压板一压,直接切断即可出成品
底座图档及其加工程序
类型:压缩文件|已下载:25|下载方式:付费下载
立即下载
零件的尺寸:63*50*30
毛坯料:65*55*35,
加工的材料:6061铝
装夹方式采用:虎钳+压板压
为了便于虎钳装甲,我把圆弧和缺口部分全部补起来,这样正反就可以采用虎钳夹方式
去完后盖的产品外形是长方形的,虎钳很好装夹,侧面的两序加工特征也可以直接加工到位
最后工序压板一压,直接切断即可出成品
最近公司接了一款L型异型零件(数量200),这个工件加工起来还是有一点点麻烦,故在此总结记录一下。毛料大小80*60*30,加工的机床为3轴加工工心。刚开始这款零件是外发给其他公司干的,外发干出来的东西表面振刀严重,加工的尺寸也不稳定,后面这款产品就收回来了自己干。我把容易振刀的部分做了一个加厚处理...
今天记录分享一款小零件的加工,工件不大,侧边有两个斜面,虎钳直接夹不是很好装夹。这款零件安排了正反两序加工,正面直接虎钳夹住毛坯,将下图的面加工到位加工反面在铝钳口上面铣一个仿形,去背面的夹位,加工背面的特征加工完的产品效果如下图...
加工材料:6061铝数量:100件该款底板零件数量较多,又要平行度的要求,所以采用了虎钳+锁螺丝的方式加工。最后产品完美的下机,在此记录一下[CommShow]产品结构如上图所示第一序拉夹位:便于装夹和有效的控制产品的变形第二序采用虎钳装夹,采用动态去除大部分余量,开粗结束以后松夹,直接精修到位第三...

加工零件尺寸为:53*53*10下料尺寸为:55*55*15零件材质:6061铝装夹方式:虎钳+锁螺丝数量1000件 加工时间7分钟左右工序一采用虎钳装夹将外形和沉头以及孔加工出来工序二依然采用虎钳夹去后盖,攻螺纹工序三内撑飞面,保证平行度图纸有平行度的要求,产品数量比较多,虎钳夹做出来的零件平行度...

最近加工了几款紫铜的产品零件。材料和排版由客户提供,厚度5毫米装夹方法是锁螺丝的方式。将残料部分打7.0孔,锁上M6螺丝。加工出正面的腰孔和孔特征。使用6毫米刀开粗侧面。底面留20丝余量,小刀清角和光刀。紫铜这个材料比较软和粘,为了方便将产品取下来,用3毫米小刀将工件切断...


0 评论工作总结

0 评论工作总结

0 评论产品编程

0 评论生活日记

0 评论产品编程