切刀气缸安装板零件加工总结

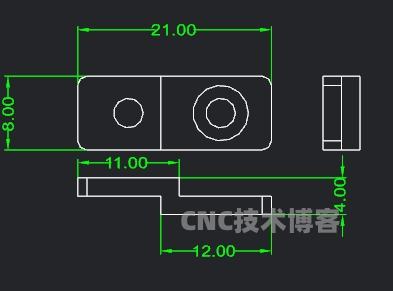
加工零件尺寸为:53*53*10
下料尺寸为:55*55*15
零件材质:6061铝
装夹方式:虎钳+锁螺丝
数量1000件 加工时间7分钟左右
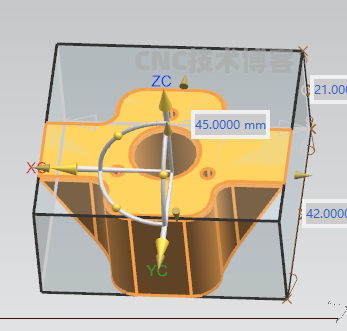
工序一采用虎钳装夹将外形和沉头以及孔加工出来
工序二依然采用虎钳夹去后盖,攻螺纹
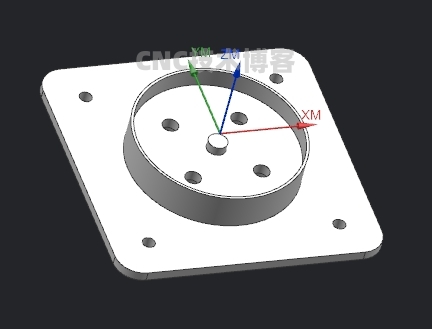
工序三内撑飞面,保证平行度
图纸有平行度的要求,产品数量比较多,虎钳夹做出来的零件平行度不够稳定,设计了一个简易的内衬工装飞面,做出来的产品平行度在2丝以内,非常稳定
总结:
①客户要求螺纹加工完成以后两面螺纹规能够轻松拧进,所以第一面加工的时候螺纹孔只点孔,加工出倒角,第二序再钻孔和攻丝,省略了人工去毛刺环节,最终达到客户要求
②该款产品斜面进行了3D倒角去毛刺,倒角光滑均匀,省略了人工去毛刺环节
对加工参数和相关刀路感兴趣的朋友可以直接下载
切刀气缸安装板零件模型及刀路
类型:压缩文件|已下载:0|下载方式:付费下载
立即下载