平行度6丝的底板零件加工总结
最近加工了一款有平行度要求的长条型零件
数量:20件
材质:6061
毛坯尺寸:270*70*20
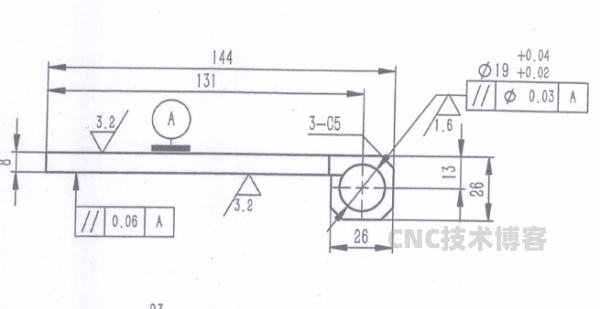
零件图纸如下图

最终的成品千分尺测量2丝左右,变形也控制得不错,成品3丝的塞尺都不过,所以在此总结一下。以后加工有平面度和平行度的产品可以借鉴
第一序:虎钳装夹 开粗+铣夹位
第二序:依然是采用虎钳装夹,直接虎钳夹持上一序的铣出来的夹位。动态开粗完成以后松夹,再加工。
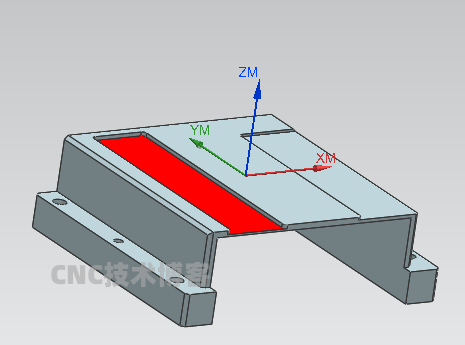
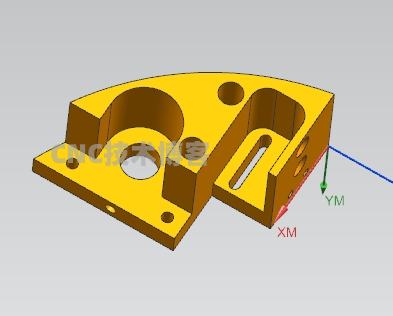
第三序:设计一个仿型工装,采用侧顶锁紧的方式。
第四序、第五序、第六序直接将工装侧起来装夹零件即可,方便又快捷
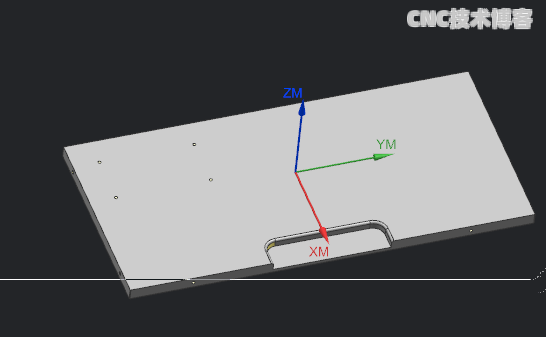
零件3D及其加工刀路
类型:压缩文件|已下载:0|下载方式:付费下载
立即下载