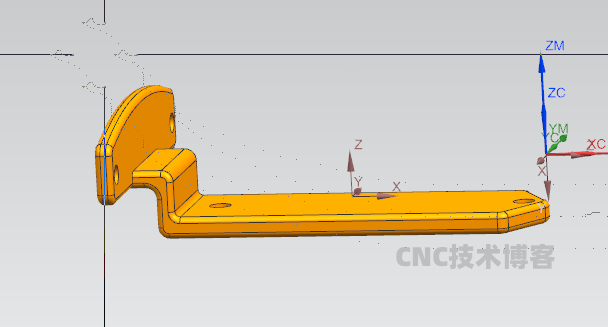
研磨玻纤材料CNC加工思路总结

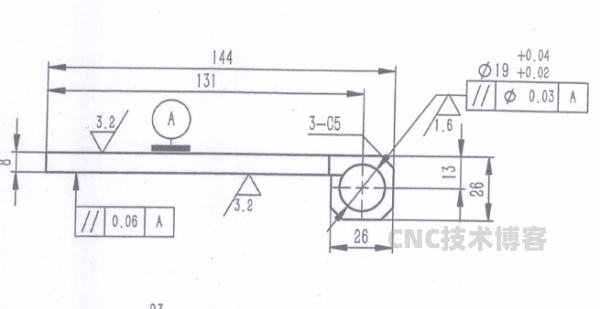
零件的形状如上图所示,加工数量有5件。研磨玻纤这个材料是我第一次接触,材料的加工特性并不清楚,零件红色部分厚度只有55丝,容易震刀,保证不了厚度,所以在此记录总结一下。
研磨玻纤加工的刀具我是用的钢用铣刀加工的,加工的参数是比加工45钢的参数快一点,开粗使用的是自适应铣削,开粗对刀具的磨损不大。
下面总结下加工工艺
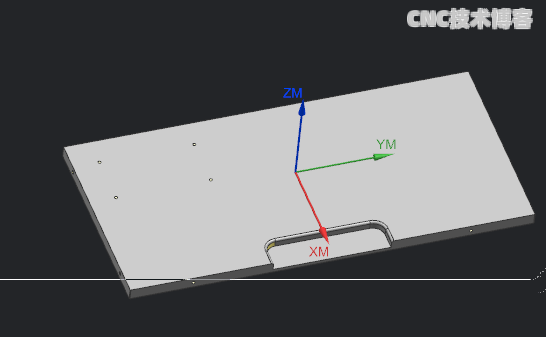
背面只有1.6毫米,去反面的时候容易震刀,所以我将背面加厚了3毫米,增加了刚性,避免了去夹位震刀。
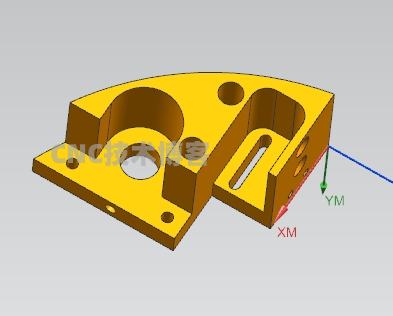
工序一虎钳夹先加工凹槽的这个面,所有的尺寸到位
工序二依然用虎钳夹,去背面的夹位,上图的特征也直接加工到位
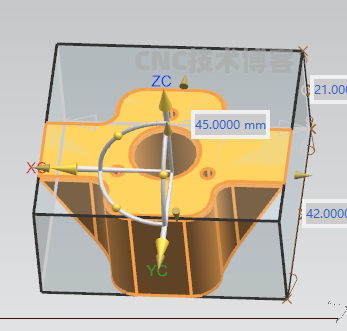
工序三装夹依然采用虎钳,蓝色为垫块,将垫块镶在工件背面的槽里面,采用小刀加工
研磨玻纤材料CNC加工图档及程序
类型:压缩文件|已下载:999|下载方式:付费下载
立即下载