L型异型零件加工记录三

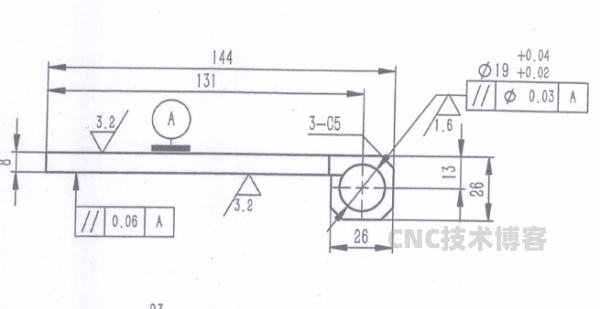
最近公司接了一款L型异型零件(数量200),这个工件加工起来还是有一点点麻烦,故在此总结记录一下。毛料大小80*60*30,加工的机床为3轴加工工心。
刚开始这款零件是外发给其他公司干的,外发干出来的东西表面振刀严重,加工的尺寸也不稳定,后面这款产品就收回来了自己干。
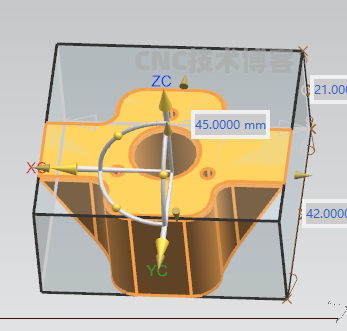
我把容易振刀的部分做了一个加厚处理,这样干出来的第一序尺寸稳定,也没有振刀纹。
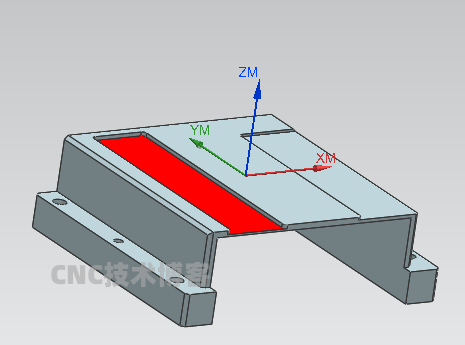
第二序直接虎钳夹住,去后盖,爬R角
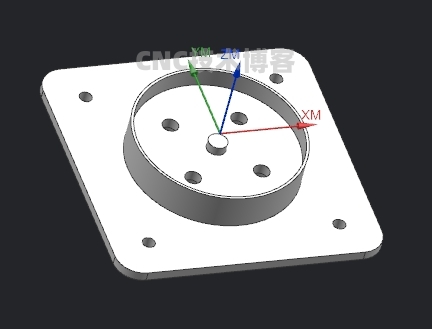
第三序钻孔和爬R角,直接采用虎钳夹的方式。
第四序利用了产品上面的两个螺纹孔做一个工装,从反面将零件锁住,用虎钳将工装夹住加工
加工完的产品表面质量和尺寸均达标。
总结:对于比较高且壁厚较薄的产品工序一不要一次性直接加工到位,充分的利用产品形状本身的特点将易振刀的部位加厚,能够有效的避免振刀和尺寸不稳。
L型异性零件3D及程序
类型:压缩文件|已下载:999|下载方式:付费下载
立即下载