聚四氟乙烯小零件加工记录一

第一次加工聚四氟乙烯的材料,在此简单记录总结一下。该款小零件加工工序为两序
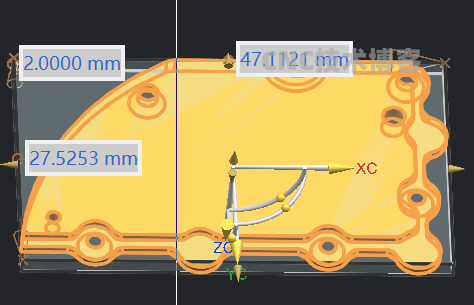
为了便于装夹首先加工台阶面。第一序采用虎钳直接夹
首先使用D50的盘刀飞面,D10的铣刀开外形和台阶的粗,然后就是点钻点孔和倒角。
第二序的装夹直接在铝钳口上面拉出与工件对应的台阶,为避免干涉,用倒角刀在铝钳口上做出倒角,虎钳夹住去产品的夹位。
注意事项:聚四氟乙烯的材料不耐脏,加工前后注意保持手部干净。此种材质不粘AB胶,AB胶不能固定此工件。
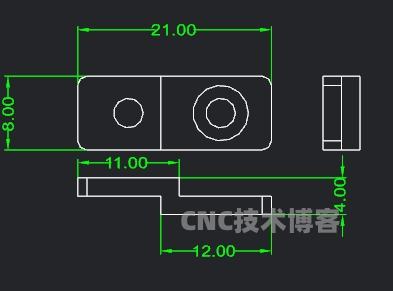
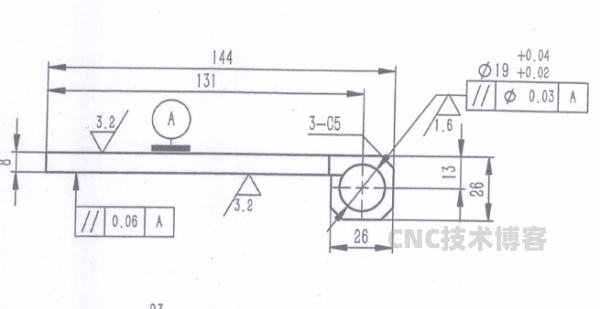
聚四氟乙烯产品图档及刀路
类型:压缩文件|已下载:999|下载方式:付费下载
立即下载