UG三轴加工冰墩墩图档及其程序记录
最近公司的业务也不是很忙了,利用闲时间加工三轴加工中心加工了冰墩墩,在此分享一下加工思路。

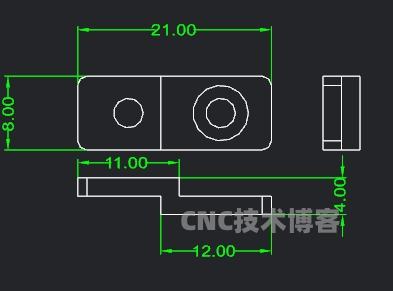
加工的图档也是从网上下载的,为了便于我这边加工我把图档缩小了(毛料尺寸55*55*30),加工工序正反两序。
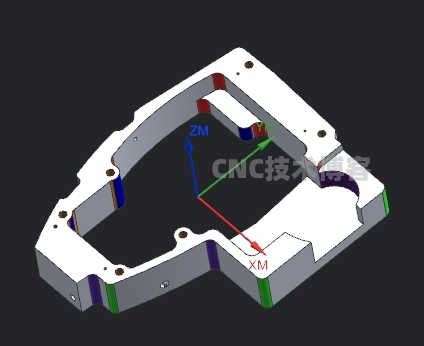
一序:先加工墩墩背面。
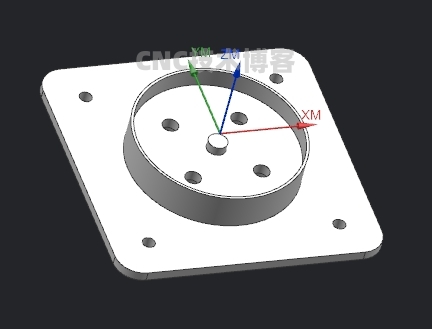
二序:加工正面对底抬高24.93,XY坐标分外框即可。(一序外形尽可能加工准确,二序的接刀才可能尽可能的小)
二序加工完将连接的地方掰掉即可(有切断程序)然后后序打磨打磨即可。当然为了便于摆放,也可以不用掰断
说明:
图层1为4轴的刀路
图层100为3轴的刀路
UG冰墩墩三轴四轴程序及其图档
类型:压缩文件|已下载:1000|下载方式:付费下载
立即下载