厚度较薄的铝零件如何加工总结

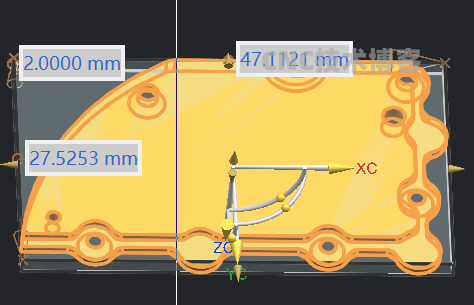
前段时间加工了一款零件(外形极其尺寸如上图所示),厚度位6毫米,外形使用虎钳不好夹。毛料我下的是210*155*8
第一序先吸盘吸用盘刀将顶面见光。第二序用吸盘吸住见光面,将正面看见的特征加工到位
因为是采用吸盘加工,所以底面我留了10丝的余量,加工完的残料手掰就能去掉。
第三序用虎钳夹住,为了工件的美观,外形和孔倒角
第四序加工的特征有位置公差要求,所以用红圈中的两个精孔定位,压压板,将背面的特征加工到位
厚度薄的异性零件图档与程序
类型:压缩文件|已下载:999|下载方式:付费下载
立即下载