长条型零件加工如何有效控制变形

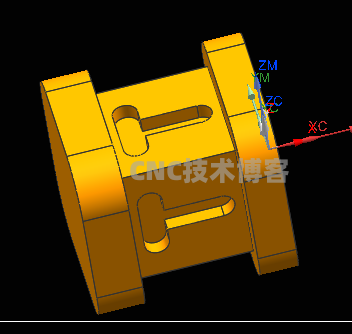
最近加工一批次长条型零件,零件总长725。毛坯尺寸为730*45*20,采用虎钳装夹,需要去除毛料还是比较多,零件容易变形,图纸有一个平行度12丝的要求,所以加工的时候需要控制变形,否则容易超差。
对于此类零件加工,控制变形总结有四点。
一:开夹位
开夹位好处有两点好处:①便于装夹零件,可以尽量减少因加持力度造成的变形②便于释放材料的内部应力
二:反面开粗留余量放置,自然时效处理
进一步去除应力,自然时效让零件充分的变形
三:去夹位,做精加工
四:精加工加工内槽
完美下机,达到图纸要求。