加工中心切削液对攻丝的影响
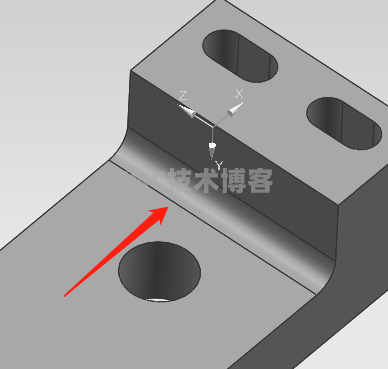
最近加工一批产品零件,客户对尺寸的要求不高,但是对螺纹有要求(检测全部过通止规,螺纹底孔按照标准径加工)。

铝件攻丝我使用的是挤牙丝攻,攻完牙的产品部分底孔偏大(挤牙M4打孔用的3.65的合金钻),攻牙不稳定。后面无奈换成螺旋(直槽)的切削丝攻, 螺纹加工依旧不稳定,还很容易断丝攻。
而且我在加工中发现多台加工中心攻牙都有问题,在使用上图的切削液(价格在2000以下)的时候,不管换什么钻头(苏式 不二越 合金钻)都容易出现钻头粘屑的情况
后面给老板建议更换切削液,后面更换了一款水溶性的切削液(价格在2800左右)。发现攻牙的所有问题都完美解决,丝攻也不容易断了,同时加工完的铝件表面质量也更好。