深度轮廓铣加工R角拐弯怎么解决

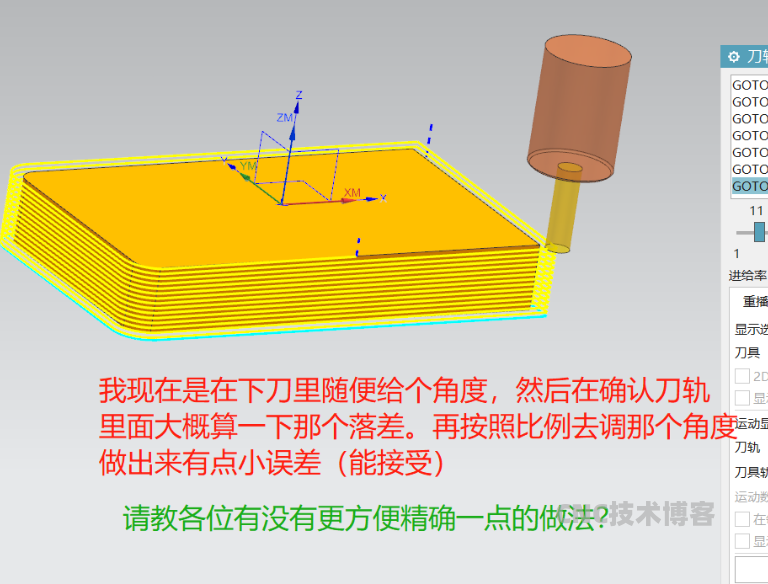
加工这种R角公司没有对应的圆鼻刀,不用一刀过,所以我常常使用固定轮廓铣来加工,但是这个刀路常常在进退刀的位置容易拐弯,刀路不好看。有网友分享说改公差,但是有的时候也不能完全解决,公差改小以后,程序占用的内存也会变大。
下面我来分享如何解决这个问题
我都是修改模型,将模型的两侧偏置一个刀具半径多一点,这个我使用的4毫米的刀,所以我偏置了2.3.
将层到层改为直接对部件进刀
进刀类型改为线性,长度为55%刀具,高度设置成零
改完以后刀路就变得漂亮了,也不会拐弯。
平坦的地方刀路比较稀疏,开启切削层的最优化即可,刀路就会加密