UD碳纤维材料加工总结
入行以来个人也是第一次加工碳纤维的材料,加工的参数都是客户提供,看起来和之前加工的研磨玻纤差不多,在加工中也遇到了问题,在此记录总结一下。

加工的内容也很简单,客户提供的材料厚度到位,XY余量5毫米,按照图纸的要求铣长宽,采用压板压的方式加工。开粗为12毫米玉米铣刀(转速3000 进给120 Z向一刀4毫米 侧面单边留20丝余量),光刀使用4毫米玉米铣刀(转速4500 进给100 Z直接到底)。
加工中侧面毛刺不能在机床上倒角或者使用刮刀去毛刺,容易出现的崩边的问题,最后使用1000-1200目砂纸打磨。
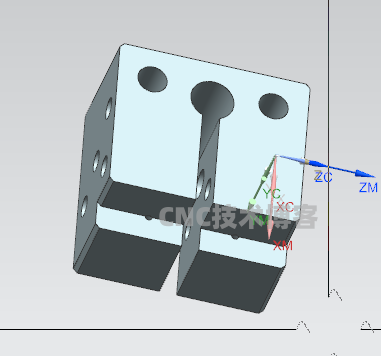
加工的过程中出现的上图的爆皮情况,常见的有两种情况导致(加工刀具的进退刀位置或者刀具的有效切削深度与刃长相同)。
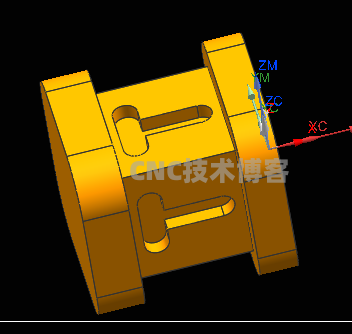
上图的情况属于不常见的第三种情况。我们的工装底板上面有很多孔,装夹的时候工件的边缘刚好与底板上的孔重合,就会出现这种爆边的情况。(解决方法就是换一块新的工装底板或者将底板上的孔补起来)
以上就是本次UD碳纤维材料加工总结