

记录零件断丝攻总结
今天在加工一款小零件的时候,个人工艺安排失误导致丝攻断在产品零件里面了,零件最终也报废了。在此记录总结一下,避免后面再犯此类错误。

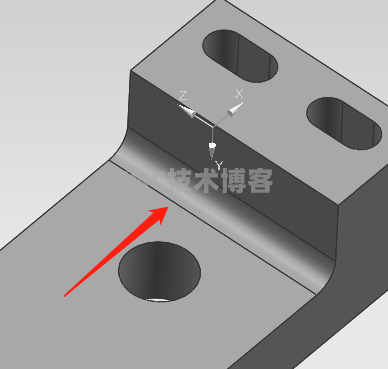
产品正视图中间锯开了一个两毫米的槽,去完反面的价位,加工侧面的4个螺纹的时候(打孔和攻牙的力是上下运动的,把零件给带起来了),底孔不垂直,丝攻也断在产品里面了。(满夹依然夹不住)
后面我把加工的顺序的改变了一下,第一序加工完毕后,背面还有一个连着夹位,先将侧面的牙孔给加工出来,最后成功的将零件加工出来了。
今天在加工一款小零件的时候,个人工艺安排失误导致丝攻断在产品零件里面了,零件最终也报废了。在此记录总结一下,避免后面再犯此类错误。
产品正视图中间锯开了一个两毫米的槽,去完反面的价位,加工侧面的4个螺纹的时候(打孔和攻牙的力是上下运动的,把零件给带起来了),底孔不垂直,丝攻也断在产品里面了。(满夹依然夹不住)
后面我把加工的顺序的改变了一下,第一序加工完毕后,背面还有一个连着夹位,先将侧面的牙孔给加工出来,最后成功的将零件加工出来了。
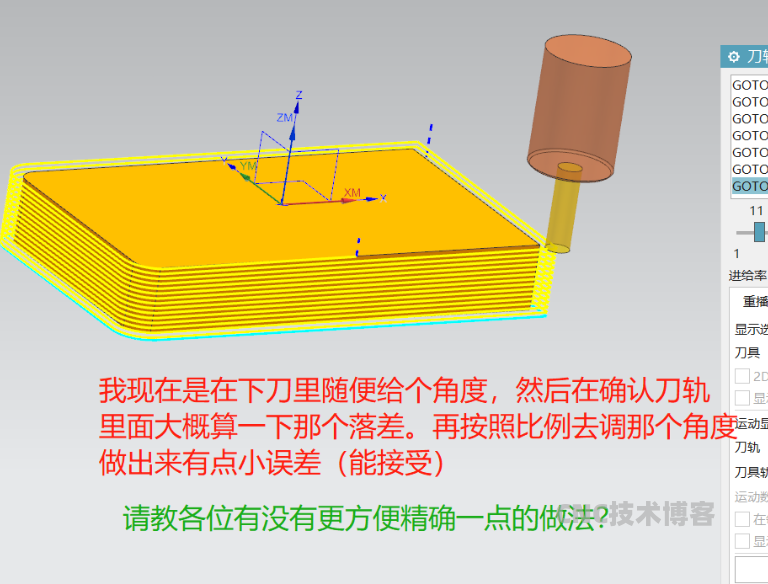
最近在网络上看到了一位老MC用户转UG,发的一篇求助的帖子。我是MC的老用户,最近闲的蛋疼了,想自学个UG研究这个螺旋外形铣的时候发现这个每一层的深度不好控制。后面找是找到方法了就是比较繁琐请教一下有没有简单点的方法(UG12以内的方法高版本我电脑抗不住,然后曲面走螺旋这个方法排除毕竟那个也有很多不...
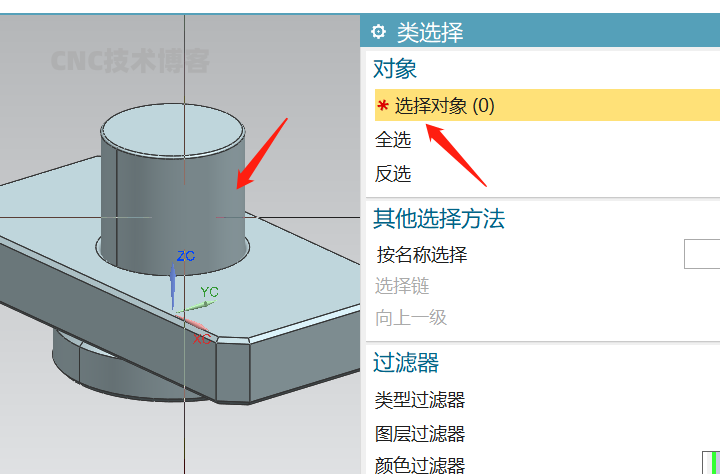
我在工作种遇到了客户提供3D图档为装配图档,图档为STEP格式,在建模界面会出现无法编辑,在加工界面会出现无法选中等问题,在此记录一下如何解决这个问题。比如这个工件有两个装配体,通常我编程的时候都是一个装配体编写一组程序,所以需要将两个装配体单独打开,具体操作如下。在工序导航器选择一个装配体,点击右...
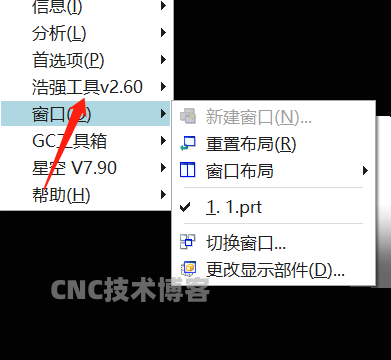
个人在工作中也经常使用浩强外挂的一些功能,由于使用的是12的版本,无法直接使用浩强工具的一键安装,所注意在此记录下安装的过程。UG安装路径下UG12→UGII→menus→custom_dirs.dat,用记事本打开(先右键修改文件属性只读去掉)在#下面一行输入${KASA_DIR}添加两个系统环境...

单刃的螺纹铣刀成本比较低,在加工比较大的螺纹的时候个人在工作中使用过此刀,在此记录总结下软件的设置参数。下面我就按照M20*2.5的螺纹为例,使用UG的螺纹铣命令。直径按照实际测出来的直径填写,这个刀直径不一定是标准的(15)颈部直径也按照实际填写,颈部直径小于直径(8)长度为刀具的长度,可以默认这...
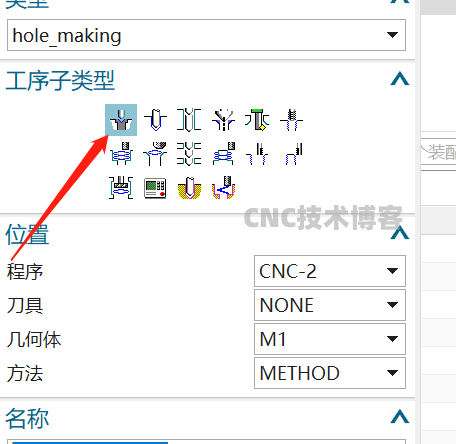
在三轴加工中drill模块我们经常使用,但是此模块在多轴里面并不好用,特别是最近在学习UG四轴编程,发现Hold Making模块比较的好用,但是参数设置比较麻烦,个人在此记录总结一下。G81钻孔设置选择第一个定心钻命令选择模型上面需要加工的孔的特征,选择特征的时候需要注意Z的朝向所选特征的点孔深度...
加工这种R角公司没有对应的圆鼻刀,不用一刀过,所以我常常使用固定轮廓铣来加工,但是这个刀路常常在进退刀的位置容易拐弯,刀路不好看。有网友分享说改公差,但是有的时候也不能完全解决,公差改小以后,程序占用的内存也会变大。下面我来分享如何解决这个问题我都是修改模型,将模型的两侧偏置一个刀具半径多一点,这个...


0 评论工作总结

0 评论工作总结

0 评论产品编程

0 评论生活日记

0 评论产品编程