UG如何在程序中间插入M00指令
在工作中个人经常会在程序中加入M00暂停指令,应用的场景有给工件松夹,工件换压等等。之前一直都是调试的时候手动的加M00,由于调机人员的水平不一,以免造成意外情况的发生。个人就直接在编程的时候,软件中加入了暂停指令。在此记录分享一下。

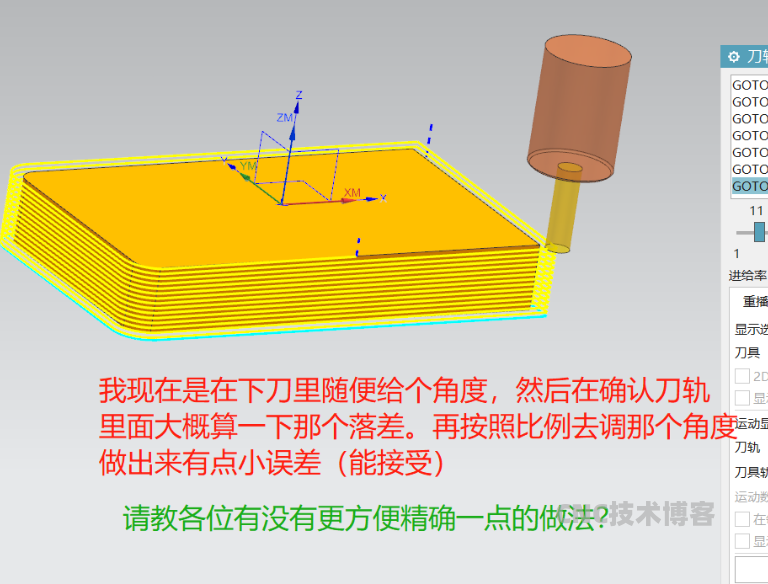
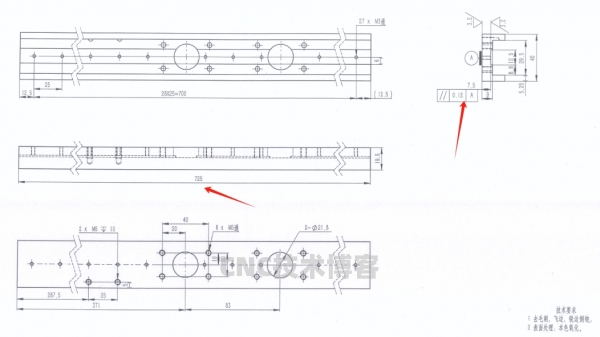
以上图是这个程序为例。4毫米刀加工完后需要暂停,给工件压压板,才能钻孔操作。
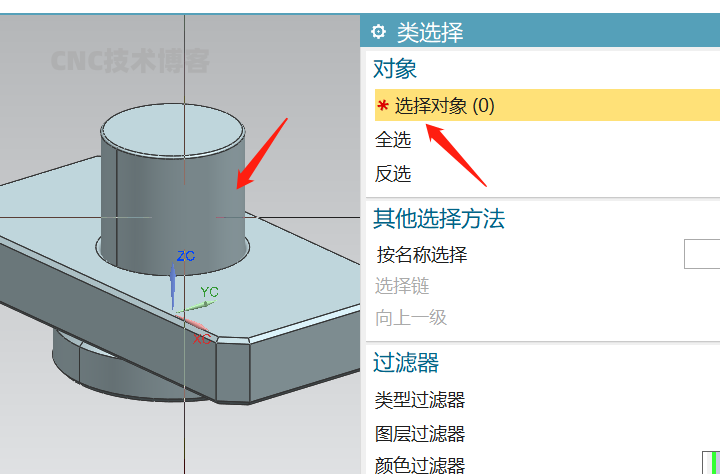
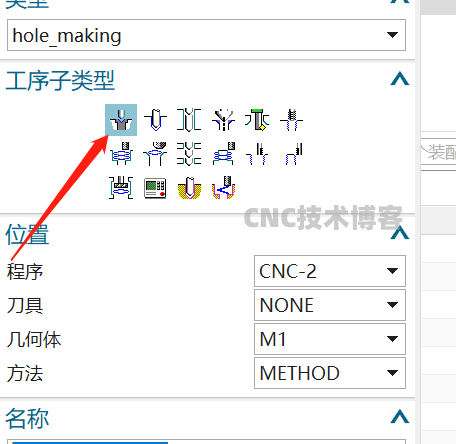
在机床控制添加一个结束刀轨事件
选择Insert,在里面插入暂停的相关代码即可。
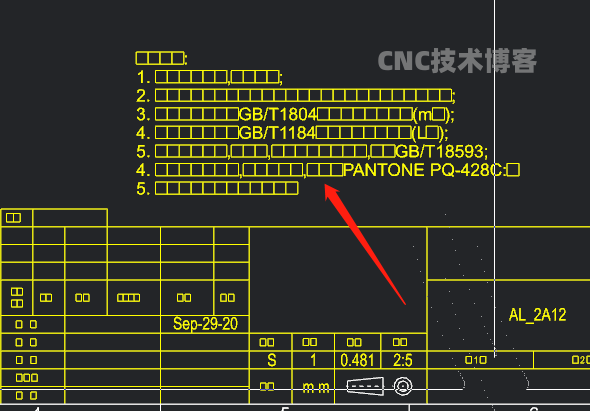
后处理处理出来的程序里面就会输出相关的暂停指令,并且还能够看到相关的文字说明(三菱系统可以显示中文,法兰克系统中文会乱码,可用拼音代替)