加工中心手编螺旋铣孔宏程序
螺旋铣孔宏程序个人在调机的时候还是经常使用,应用场景最多的就是铣精孔,防止后面遗忘了,在此处备份一下。

宏程序可以使用G65(模态)G66(非模态),个人经常使用G66来调用宏程序。螺旋深度加工,圆弧进/退刀,可以抬刀排屑加工,抬刀至安全高度.
程序格式:
O0001
G17 G40 G49 G80 G90
T7 M6
G0 G90 G54 X0.Y0. S3500 M3
G43 Z30. H07
/M8
G66 P8801 Z-20 I10. D10. R3. F1000. S.5
X0.Y0.(第一个孔)
X50.(第二个孔)
Y50.(第三个孔)
X-50.(第四个孔)
G67
M5 M9
G91G28Z0.
M30
X_ :孔心X坐标(绝对值)
Y_ :孔心Y坐标(绝对值)
Z_ :Z轴加工深度(绝对值),
I_ :孔半径
D_:刀具直径
R_ :起始加工点(绝对值)
S_ :每次加工深度
Q_ :每次加工Q的深度抬刀排屑(省略则取消排屑)
F_:进给率
孔半径小于刀具半径:偏移误差报警3141
安全高度小于R值或者Z深度大于等于R:数据错误报警3142
代码是G66模态例程,加工4个孔!
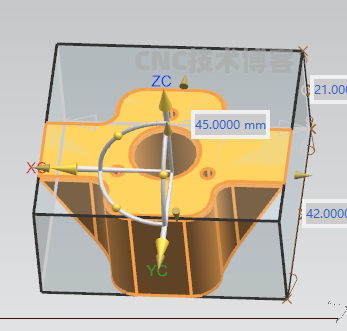
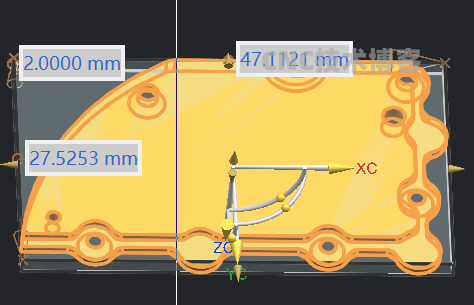
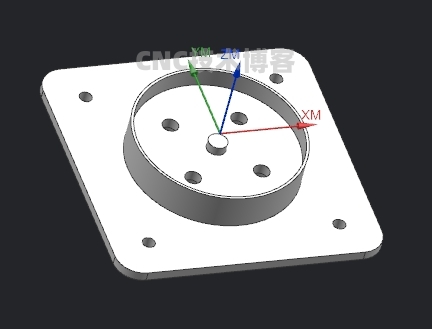
程序实际上机图片:
8801螺旋铣孔宏程序
类型:压缩文件|已下载:1006|下载方式:付费下载
立即下载