UG单刃螺纹铣刀铣螺纹总结

单刃的螺纹铣刀成本比较低,在加工比较大的螺纹的时候个人在工作中使用过此刀,在此记录总结下软件的设置参数。
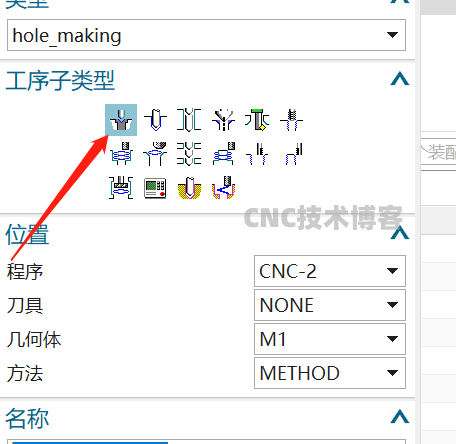
下面我就按照M20*2.5的螺纹为例,使用UG的螺纹铣命令。
直径按照实际测出来的直径填写,这个刀直径不一定是标准的(15)
颈部直径也按照实际填写,颈部直径小于直径(8)
长度为刀具的长度,可以默认这个参数(50)
刀刃长度为一个螺距(2.5)
刀刃这个参数可以不做修改(2)
螺距就按照实际填写(2.5)
牙型类型也依据实际填写参数(公制)
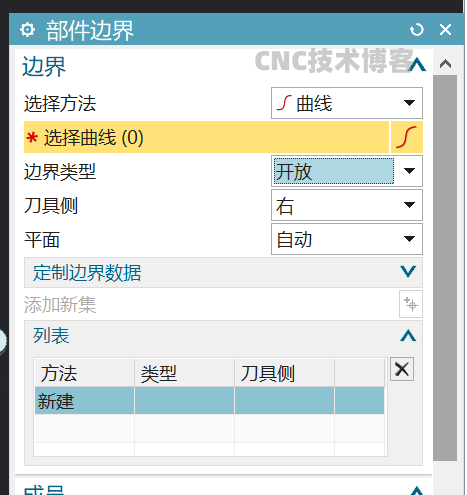
选择完加工特征以后,设置加工参数
牙形和螺距选择从模型
螺距按照实际填写(2.5)
攻丝直径为底孔直径(17.5)
大小径根据实际填写
长度即为加工深度
设置径向步距实现螺纹XY分层
螺旋刀路设置为1,最后刀具空跑一边,有去毛刺的效果,螺纹更美观
螺纹从下往上加工
UG单刃螺纹铣刀铣螺纹总结完毕