

UG如何解决等高平面负余量下不去的问题

解决方法:
1、打开切削参数-余量,设置负余量,如下图所示:
2、打开切削层-范围深度,往下加你想要负的余量。如下图所示:
3、设置完成后再次生成刀路,测量一下,负余量下去了,这样就可以解决平面负余量的问题,如下图所示:
解决方法:
1、打开切削参数-余量,设置负余量,如下图所示:
2、打开切削层-范围深度,往下加你想要负的余量。如下图所示:
3、设置完成后再次生成刀路,测量一下,负余量下去了,这样就可以解决平面负余量的问题,如下图所示:
入行以来个人也是第一次加工碳纤维的材料,加工的参数都是客户提供,看起来和之前加工的研磨玻纤差不多,在加工中也遇到了问题,在此记录总结一下。加工的内容也很简单,客户提供的材料厚度到位,XY余量5毫米,按照图纸的要求铣长宽,采用压板压的方式加工。开粗为12毫米玉米铣刀(转速3000 进给120 Z向一刀...
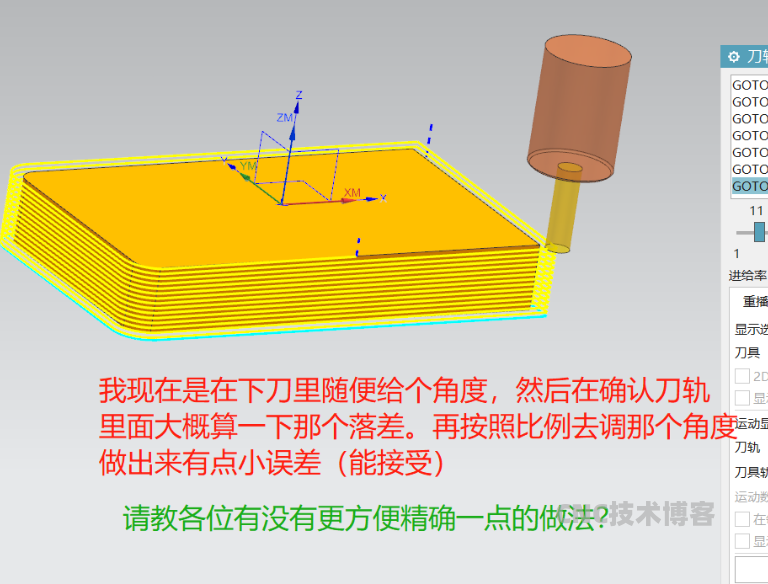
最近在网络上看到了一位老MC用户转UG,发的一篇求助的帖子。我是MC的老用户,最近闲的蛋疼了,想自学个UG研究这个螺旋外形铣的时候发现这个每一层的深度不好控制。后面找是找到方法了就是比较繁琐请教一下有没有简单点的方法(UG12以内的方法高版本我电脑抗不住,然后曲面走螺旋这个方法排除毕竟那个也有很多不...

今天逛论坛的时候发现一位同行的求助“关于编程人员是否要自己画3D模型的问题!”一直在群里看到有朋友在抱怨,上来一堆图纸,要自己画模型(模型相对简单,数量多....),等模型画好材料都送来了,马上要接编程。时间非常匆忙容易出错。 首先这个事情肯定不是绝对性存在的,一般公司都是有...
我在工作种遇到了客户提供3D图档为装配图档,图档为STEP格式,在建模界面会出现无法编辑,在加工界面会出现无法选中等问题,在此记录一下如何解决这个问题。比如这个工件有两个装配体,通常我编程的时候都是一个装配体编写一组程序,所以需要将两个装配体单独打开,具体操作如下。在工序导航器选择一个装配体,点击右...
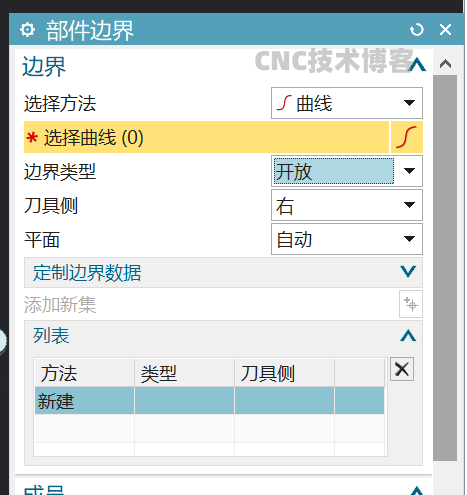
ug的平面铣这个命令个人经常使用,因为之前是使用的低版本,低版本的选线方式和12.0有区别,使用起来不习惯。NX12.0平面铣在选择选多个边界时,默认刀具位置是相切,要想对中最后需要一个一个的修改,比较麻烦,删除比较多的线段时反应也慢,经过研究发现只需要把选择边界的对话框改老版本对话框就可以完美解决...

单刃的螺纹铣刀成本比较低,在加工比较大的螺纹的时候个人在工作中使用过此刀,在此记录总结下软件的设置参数。下面我就按照M20*2.5的螺纹为例,使用UG的螺纹铣命令。直径按照实际测出来的直径填写,这个刀直径不一定是标准的(15)颈部直径也按照实际填写,颈部直径小于直径(8)长度为刀具的长度,可以默认这...


0 评论工作总结

0 评论工作总结

0 评论产品编程

0 评论生活日记

0 评论产品编程