有平面度平行度要求的板类零件的经验分享
关于板类零件(如图)

难点:
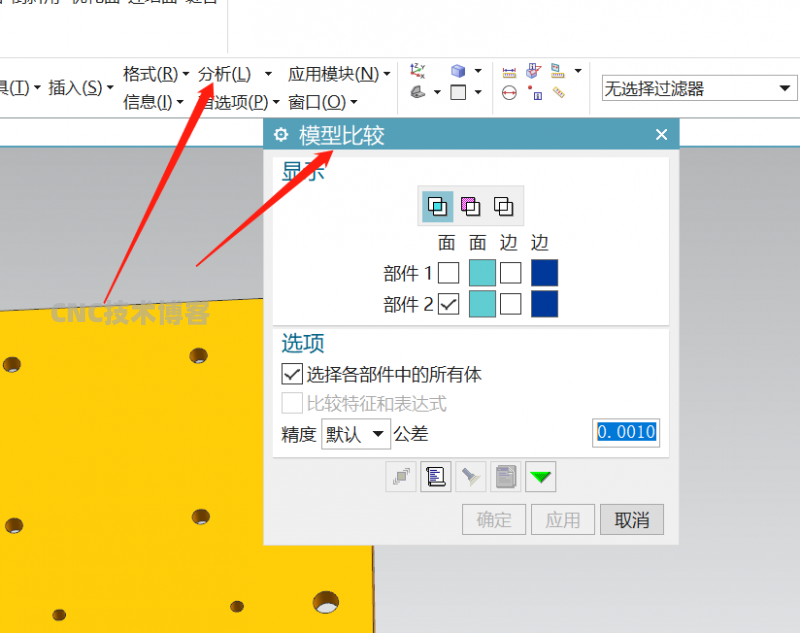
谈谈我个人的加工经验吧,此类零件多数有平面度平行度要求,这是难点。主要是针对加工难点来说,一般加工思路是把有公差的,包括平面度平行度,全部留量,没公差的先加工到位。
加工思路:
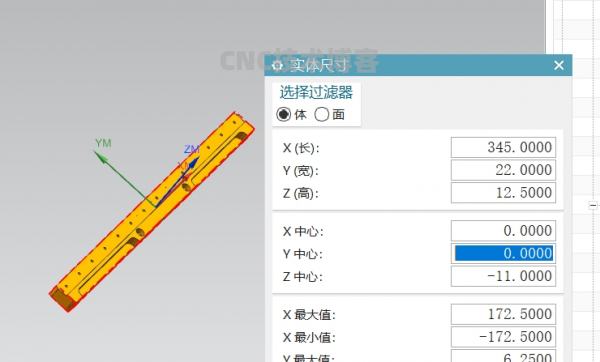
首先正反两面开粗留量,具体留留量留多少呢,以这个零件为例,厚度11单边留量0.3,厚度至11.6,做完正反面,此时的工件肯定是变形的,变形量不能超过余量,超过了就要先校平一下,500长度校到0.3并不难,没做过校正的刚开始可能会慢点,慢慢就有校正的经验了。
第三工序是先保证一面,平面度要0.02内,不要怀疑,是0.02没错,只要你的机器精度是正常的,那就可以,让工件在最自然的状态下去飞面,不压不夹,可以粘胶或者侧面顶,顶要注意力度。0.3的余量不能一刀过,要分层,2或3层,两面反复飞,平面度有了。
平行度可以压着做,就可以保证到。
总结:
影响平面度的有几个因素。第一,材料,材料的内部晶格要均匀排列,切勿用非标铝,国标的铝板勉强能做0.04的精度,0.02的需要用T651的贴膜铝板,比普通贴膜铝略贵一点点,但价有所值。第二,机床,这个算因素之一,普通的国产机足以,就不多描述了。第三,刀具,刀的前角要尽可能锋利,角度要大,此时的吃刀量较小,故合理加大前角,可以减小刀具对零件的作用力及降低摩擦发热量,注意要加切削液,干切削容易发热。第四,摆放姿态与环境,0.02的精度,如果放置的受力点不合理,放置一两天后,精度就没了,切忌平着放,除非你是放在水平状态的大理石平台上,这个不太现实,正确的放法是侧着放,以此零件为例,有槽的侧面贴底,不要倾斜,垂直侧放,一件挨一件,这是我们常规的放法,存放的温度不要过高,30度左右的温度就算正常,遇到夏天特别热的时候,就要放空调房了,不然做得再好,温差大了也会产生后期变形。
以上是我个人的经验,与诸位分享,学无止境,贴吧里大师林立,有不足的还望不吝赐教|!
本文转帖于百度贴吧,作者:拿我辣条别跑