UG12安装浩强外挂2.6教程

个人在工作中也经常使用浩强外挂的一些功能,由于使用的是12的版本,无法直接使用浩强工具的一键安装,所注意在此记录下安装的过程。
UG安装路径下UG12→UGII→menus→custom_dirs.dat,用记事本打开(先右键修改文件属性只读去掉)在#下面一行输入${KASA_DIR}

添加两个系统环境变量
新建系统变量-变量名:UGII_GROUP_DIR 变量值:D:\Kasa\64bit

变量名:KASA_DIR 变量值:D:\Kasa\64bit

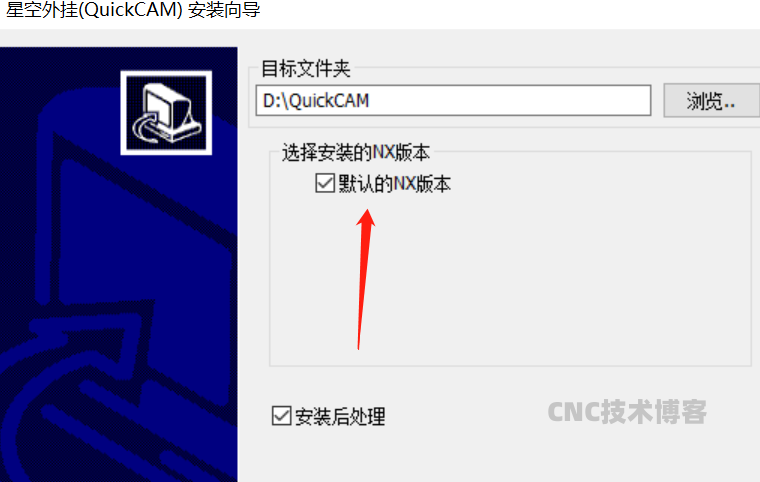
拷贝Kasa到D盘目录下,先打开NX12软件,再双击浩强工具自动安装程序.exe,点击“在已打开的NX版本上安装”按钮(安装)

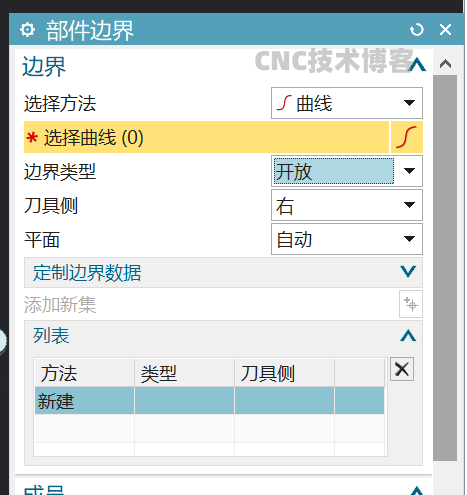
重启电脑,打开NX12软件界面,浩强工具V2.6工具栏和浩强图层所有功能都可以正常使用了。当然还是有部分命令不能使用,不过对个人来说已经够用了
浩强外挂2.6版本
类型:压缩文件|已下载:1006|下载方式:付费下载
立即下载