客户提供装配图档,建模无法编辑加工无法选中怎么解决

我在工作种遇到了客户提供3D图档为装配图档,图档为STEP格式,在建模界面会出现无法编辑,在加工界面会出现无法选中等问题,在此记录一下如何解决这个问题。

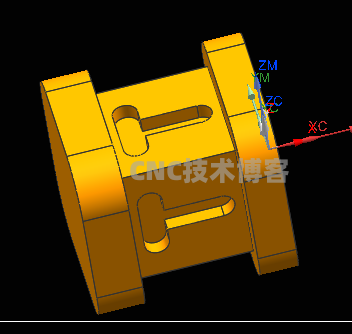
比如这个工件有两个装配体,通常我编程的时候都是一个装配体编写一组程序,所以需要将两个装配体单独打开,具体操作如下。

在工序导航器选择一个装配体,点击右键在窗口中打开



新打开的页面就会出现一个体。新打开的体圆柱或者孔会可能会出现两半的情况,在编程的时候影响我们的选择,通常我会使用连结面将面变为一个整体,便于我后续的操作。
最后将修改好的图档导出xt格式

点击文件-导出-选择Parasolid,将客户提供的图档转换为xt的格式。
完成上面的操作以后,建模无法编辑加工无法选中的问题就解决了