关于UG编程是否要自己画3D模型
今天逛论坛的时候发现一位同行的求助“关于编程人员是否要自己画3D模型的问题!”
一直在群里看到有朋友在抱怨,上来一堆图纸,要自己画模型(模型相对简单,数量多....),等模型画好材料都送来了,马上要接编程。时间非常匆忙容易出错。 首先这个事情肯定不是绝对性存在的,一般公司都是有 设计 审核 3D造型 工艺 编程 分工是明确的!我在这里说说自己的一些想法,三维能不能画?能的,但是会牵扯到很多问题,能力越大 责任越大! 如果画三维的看走眼了画错了尺寸,编程人员在编程序的时候可以2次检验发现问题,如果三维和编程都是自己做,那发现问题的概率就减半了....所有的事情都没有必然性,所以在这里听听大家的想法!
作者发起了一个投票

网友的回复:
网友y6601452回复到:“我都是一条龙 这也没办法 很少碰到只负责其中一项的 上家提供图纸 我就得把成品交给人家 有时候一边得分析工艺 设计夹具 一边还得调试 反正脑袋上的毛不多了”
网友767007934回复到:“我只编程不画数模,除非是很简单的二维图自己画一画,不给数模都是不做的,老板要做就请人单独画数模出来,除非给画数模的钱给我,不能坏了行业规矩。”
网友sright回复到:“估计是那种大一点的公司,业务多。像我们这种小公司,这种零散件,图纸不全的活都不做的话,活不饱满,老板很多时间得自掏腰包养人了,如果遇到不配合的员工,老板肯定会想方设法换掉的。”“零散零件多数都只有个纸张图,要自己画的。成套产品一般不需要画图。分工明确那种是大公司了,小的加工店搞不好就只有编程的看得懂图纸都有”
下面我结合自身的实际情况说说我的看法:
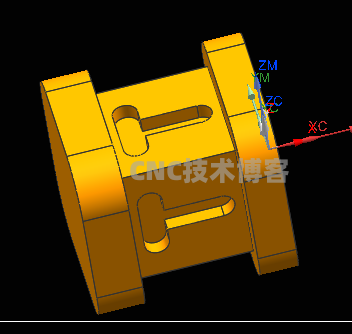
我一直都是干产品零件加工的,我在无锡的第一份编程工作都是我自己画图、编程、调机、干活,都是一些自动化的产品(干先导的产品),就是上图这种类似的产品。个人刚刚接触编程不久,自己画图、编程、调机、干活对于个人提升编程的能力很有帮助。“自己画图容易出错”这个问题我个人也总结出来了经验,画好的3D我会用UG的制图出好图纸,按照2D图纸的标注仔细检查尺寸,基本能在干活前发现问题。
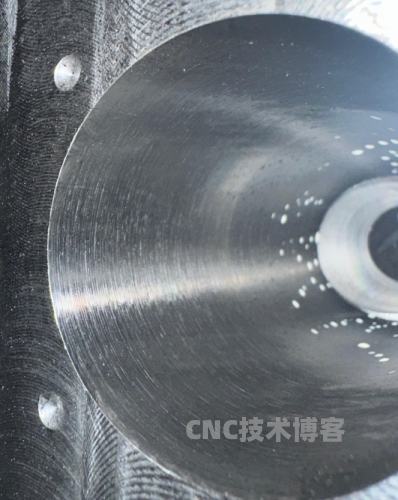
目前的工作个人编程 调试’为主,干的腔体比较多(客户会提供3D)
总结一下
我干产品加工的,简单的产品可以自己画图编程,还能提升自己的能力。复杂一点的产品客户一般都会提供3D,既能避免画图出错又能省出很多的画图时间